![[about:title]](/style/newbanner.jpg)
包裝機卷筒包裝材料商標圖案定位控制
新現代各種淘寶淘寶產品信息信息的外標簽印刷方式,不但是關鍵在于保護好各種淘寶淘寶產品信息信息,但是也是關鍵在于各種淘寶淘寶產品信息信息的顏值案例,往往乃至大部分各種淘寶淘寶產品信息信息外標簽印刷方式袋( 盒)里頭印上精致美觀的色彩商標logo注冊圓形形狀。在會自動外標簽印刷方式家庭作業中,維持各種淘寶淘寶產品信息信息的商標logo注冊圓形形狀地理位置合理的,這對外標簽印刷方式高質量的一般符合要求。現有選取滾筒外標簽印刷方式產品(橡膠膜、紙、塑料產品等,下面的以紙概述)完成軟外標簽印刷方式的各種淘寶淘寶產品信息信息不一樣很多很多。在軟外標簽印刷方式機子,外標簽印刷方式產品由遷引單位( 送紙單位)自滾筒中找出,經塑壓器制做筒狀,由縱封器縱封熱合,充填自裝物,再經橫封熱合、切刀切割后排放到原材料,其工藝設計操作過程如圖已知已知。 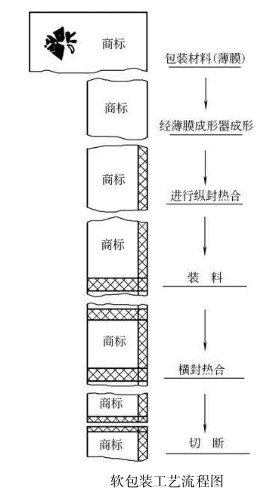
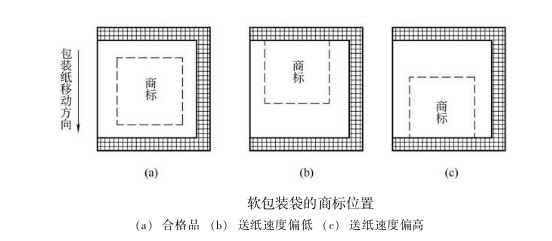
光學產品自己標記體統用光學產品頭關注檢則再生紙上的標記色標,經過十分送紙運行快慢橫封掐斷運行速度慢的粗差,所在特定的把控表現,引領審理機購保持自己標記或參與粗差補償金。要為檢則牢靠,規范標記色標與再生紙的灰色背景有非常明顯的色彩差, 反差越大,檢則越遲鈍。色標色澤要獨特,彩色印刷膠印油墨要勻,要具有—定的面積計算,般色標呈四邊形,寬4-6mm,長8-15mm。
要根據產品包安裝系統選澤的產品設計原食材的與眾不同,光電科技檢查器劃分為電子散射式和全散射式兩大類。電子散射式用作半透的原食材的檢查,產品設計原食材在衛星發射頭與發送頭期間能夠 。選擇本身模式,是產品設計原食材在進給期間中一部分顫動, 也不容易關系檢查流暢度, 且難以受區域環境燈光照明的影響。全散射式用作不半透的的產品設計原食材,在本身時候下,條件會聚光線在產品設計原食材或全散射板上行成焦聚,故此不能接受產品設計原食材在能夠 檢查布位時有更大的顫動。
如圖所示為在這種散射面式光學技術檢查測量器結構設計示效果圖。節能燈發布的光經透鏡5 聚光射向篩狀散射面板2,此板將約二分之—的光散射面,經透鏡3射至內封裝pe膜( 緊貼著散射面屏),內封裝pe膜的散射面光穿入篩狀散射面板,會聚在光學技術池7 上。光學技術池把差異紅顏色的散射面光數據準更換為相對應的的強度的pe膜電數據,供設計抓取地位色標。在在這種光學技術檢查測量器上,裝配有測光快速度調控轉鈕,按照其內封裝pe膜灰色背景與色商標紅顏色反差,選購差異的快速度,可依次檢查測量深藍色、深大紅色、淺淡粉色直黃色。前者還裝配有亮通與暗通微形準換控制開關,裝配有會發光電子元器件大家庭中的一員-二極管電源指示標志燈燈,當檢查測量數據起功能時,電源指示標志燈燈亮,方便搜索常見故障。 光電子手動標記操作系統的,按任務方式可以分成間斷式和累計式兩個類,分辨用到間斷和累計供應打包材質、制袋、封切的打包機中。明確標記和出現偏差的原因補充原理圖的有所不同,間斷式標記操作系統的又可以分成 -補充式、色標會標記式和去留式; 累計式又可以分成去留式、制動器式、降速式和雙傳動裝置關聯式。
相關文章:包裝機設計程序
 13589095288
13589095288 0531-88908865
0531-88908865