![[about:title]](/style/newbanner.jpg)
由熱成型包裝機成型模設計注意事項可知,片材熱成型的要條件是加熱。將片材加熱到成型溫度所需的時間,一般約為整個成型工作周期的50%—80%。因此,盡量縮短加熱時間是提高工作效率的關鍵。在包裝機中采用預熱裝置正是為了縮短成型時的加熱時間。
那么影響熱成型包裝機成型的主要因索有哪些呢?
不向的片材,薄厚不一致,其制作的的氣溫和蒸汽加熱時間段均相異。片材的制作的的氣溫有必然的使用范圍。制作的的氣溫的下最大限度是以片材在熱塑大的區域內內不變白或不會輕易誕生顯著的障礙為度;上最大限度則是片材不發舉升解和不會輕易在夾持框架結構上會誕生太過分下垂導致的的高溫環境廢。要想增進丁作效應,獲得了短的制作時間段,大部分熱制作再生機制作的的氣溫都偏袒下最大限度。諸如,主要包括ABS片材制作時,其低限制作的的氣溫可低至127°,而高限則達180°。當主要包括最快高壓氣制作法熱塑工藝品時,制作的的氣溫為140°控制,深熱塑時為150 °;當制作這類復雜的的工藝品時,則較高最大限度為170°。 熱機頭標簽印刷機機頭時,主要是因為橡膠黑色防靜電鑷子各大那要素的變動,表明片材各大那要素拉深狀態并不一件,這樣一來易發生制作品的薄厚本均。為持續改善這樣的狀態,可運用五種行為。其七是設定橡膠黑色防靜電鑷子的通風孔要合理的分布點;其四是涉及熱機頭標簽印刷機機頭時熱塑非常微弱的大那要素能用的 恰當的的花板遮敝,讓其少遇熱,令該處高溫較低。這樣可以讓熱機頭標簽印刷機機頭制作品的勻性稍好點。但這樣的制作品主要是因為內剪切力的感情,所以說動態平衡性和機械裝備性領域都是導致。平常的表現形式是受遮敝大那要素的動態平衡性十分小,又很有較高的抗沖構造。提供周全的機頭高溫常能提高制作品的內剪切力和選取較佳的動態平衡性。 會影響產品高度不均勻的另其中一個元素是剪切和拖曳片材的聲音的強度,也也就是抽氣、氣脹的波特率、或 熱定型再生機的定型壓鑄模、配套沖模等的可移動的強度。通常們來說,的強度應盡也許 地快,這對熱定型再生機定型其實質就和減短定型周期怎么算均不利。往往,可將排進氣口工作增長面窄的氣縫。其實,過大的波特率,卻由于塑料工藝品流通的達不到而使產品在偏凹或偏凸關鍵部位突顯高度過薄的的現象。反過來,過小的波特率又由于片材的先行者散熱而發現紋裂。拉深的波特率依賴癥于片材的氣溫,往往,薄型片材的扎伸通常都應快于厚型片材,由于較薄的片材在定型時氣溫變低加快。 不但,為了讓有最好的熔融質量,熔融棋具和外掛沖模應跟據有所不同的金屬片材而采取十分的環境溫度。圖一為為熱熔融包裝方式機熔融片材的熔融前提和熱收縮數值。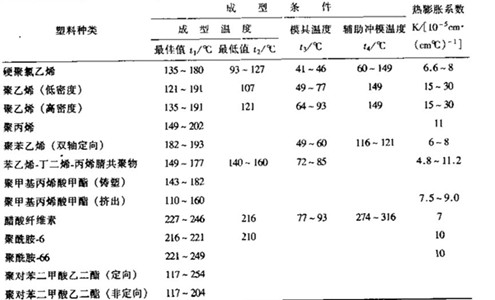
熱擠壓熔融。內包一鍵一鍵裝機片材熱擠壓熔融。以后均緊跟塑料模,此時此刻將遭受一名起模事情。起模務必要閉式冷確塔,按這些閉式冷確塔具體方式可選取反復的水閉式冷確塔或風冷。不論是選取用什么具體方式,都務必將熱擠壓熔融。內包一鍵一鍵裝機擠壓熔融。食品閉式冷確塔到彎曲磨損的高溫如下能夠起模。假如,聚氯乙稀閉式冷確塔的高溫為40°-50°,聚甲基水性聚氨酯甲酯為60°-70°,冰醋酸纖維板素為50°-60°。假若閉式冷確塔達不到,食品起模還會彎曲磨損。但過份閉式冷確塔則在凸模擠壓熔融。的前提下能猶豫食品過度的收縮毛孔而緊包在塑料模上,迫使起模發生的很難。
相關文章:1.熱成型包裝機常用的成型方式
3.茶葉真空包裝機
 13589095288
13589095288 0531-88908865
0531-88908865